
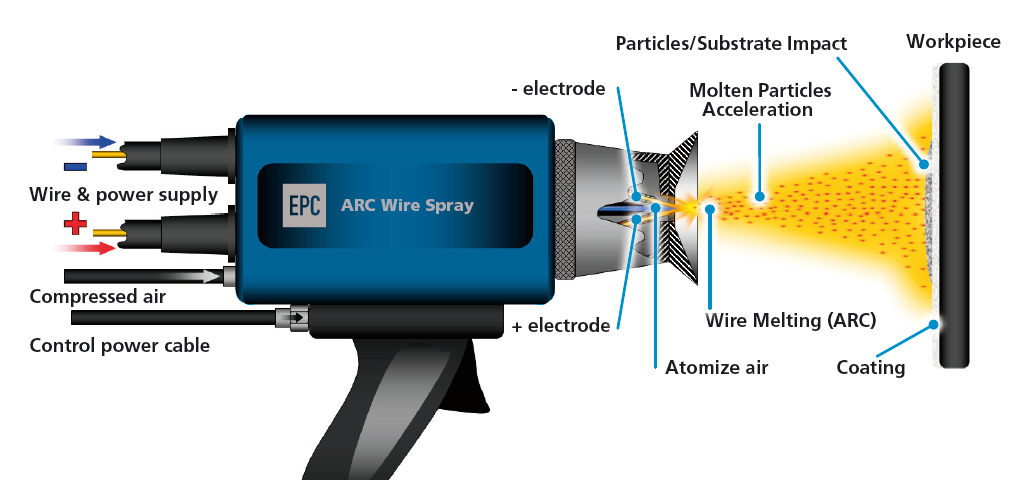
Drive rolls feed the wires through the gun system to the nozzle. The arc melts the wire at temperatures in excess of 4,000°C. The molten material is atomised by the flow of compressed air through the gun and propelled towards the substrate, where the impacting particles rapidly solidify to form a coating.
The high particle velocity in arc spraying lends itself to forming a very high bond strength between the coating and the substrate, and produces dense coatings at very high deposit rates.
Another feature of this process is that it allows for the feeding of different metal wires simultaneously through each electrode to produce pseudo-alloys.
The arc wire spraying process is sometimes referred to as a ‘cold process’, because the temperature of the substrate material can be kept very low, thus avoiding any distortion or damage to the substrate. However, this also means that if substrate pre-heating is necessary, then a secondary heat source is required.

Coatings applied with arc spraying:
- Pure metals (Cu, Al, Zn, Ni, Mo, Sn)
- Alloys (NiAl, CuSn, NiCr, NICu, …….)
The vast variety of material combinations allow arc spray to be used in a wide spectrum of industrial applications providing:
- wear resistance
- oxidation, shock and abrasion resistance
- dimensional restoration
- corrosion protection
- electrical conductivity
- capacitors
- cosmetic repairs